超高精度三次元測定機
超高精度三次元測定機
日本語 / English
|

|

|
|

|
|
|
『特長』
UA3Pの座標測定技術、高精度プローブ、コア・ソフトウェア技術などの特長を紹介いたします。
座標測定技術
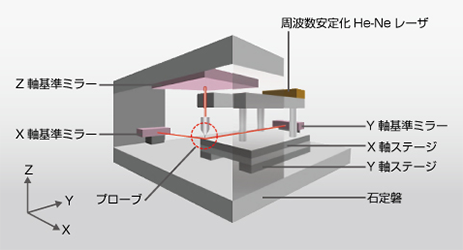
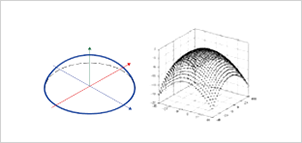
測定機の座標系は、ステージと独立した3枚の参照平面(ミラー)で構成され、周波数安定化He-Neレーザを光源としたレーザ干渉法によりXYZ各軸を分解能0.3nmで測長します。これによりステージの直角度・真直度による影響を抑え、高精度測定を実現します。
- 座標軸による測定誤差:0.05μm以内(~100mm)、0.3μm以内(~500mm)
測定プローブ
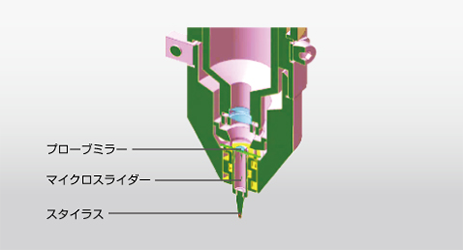
1. 上面測定用(AFP)
超低測定力で測定物の高精度スキャニング測定が可能です。
スタイラスはマイクロエアスライダーで保持され、フォーカス用レーザによりスタイラスの動きを検出し、測定力が一定になるようにAFPの位置を測定物の形状に合わせて追従します。
- 測定力:0.15~0.30mN(15~30mgf)※UA3P-3100/4000は0.05~0.30mN、UA3P-5000Hは0.10~0.30mN
- スタイラス:先端角30度、r=2μmダイヤスタイラス使用可能
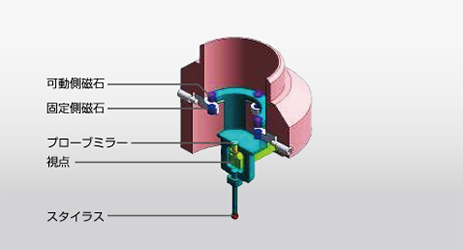
2. 側面測定用(S-AFP)
高精度に検出されたプローブミラーの傾きをXYステージにフィードバックし、低接触力(0.3mN)のスキャン測定が可能です。レンズ鏡筒(バレル)などの樹脂製品で変形無く測定が可能です。
- 測定力:0.3mN(30mgf)
- 測定精度:±0.15μm(90°傾斜測定時)
- 測定最大角度:水平方向測定時 45°~90°(水平面に対する角度)、垂直方向測定時 80°~90°(水平面に対する角度)
コア・ソフトウェア技術
簡単な操作で高精度な測定を実現。あらゆる設計情報に対応でき、測定物の設置誤差を3次元的に補正して正確な形状測定が可能です。
Step1:設計情報入力
あらゆる設計情報に対応
- 光学設計式
- 3次元点群データ
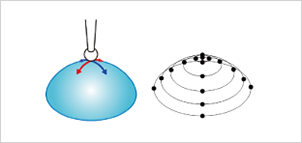
Step2:センタリング・測定
測定中心を見つけ、軸上、面上を走査測定
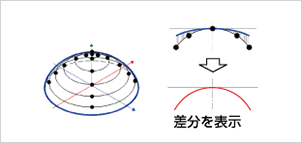
Step3:アライメント
測定データと設計式の差を数値化
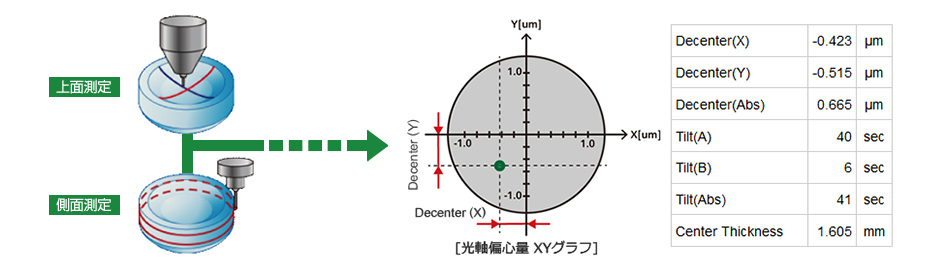
上側面測定技術
上面測定データと側面測定データを合成し、側面基準でレンズや金型の光軸の偏心、傾きが評価可能